“第二届昆明市名匠杯”职业技能竞赛决赛
焊工赛项技术文件
为保证“第二届昆明市名匠杯”职业技能竞赛决赛工作的顺利进行,根据昆明市人力资源和社会保障局、昆明市总工会、共青团昆明市委联合主办《关于举办“第二届昆明市名匠杯”职业技能竞赛的通知》精神制定本技术文件。
一、竞赛地点
(一)开幕式及理论竞赛地点:云南机电职业技术学院
(二)实操竞赛地点:云南机电职业技术学院
二、竞赛目标及原则
(一)目标:利用名匠效应展示名匠风采,通过本次比赛检阅焊工技术技能水平,在昆明市范围内发现一批技能精湛、职业素质高的技术能手,形成一种学习技能、提高技能的风气,同时为技术能手提供展现和提高自身职业技能的平台。
(二)竞赛原则:本次竞赛本着“公开、公平、公正”的原则,充分考虑内容的综合性、实用性和技能性。
三、竞赛形式内容及要求
(一)竞赛成绩组成
本次电焊工技能竞赛的总成绩由理论知识和实际操作技能两部分成绩组成,其中理论知识占30%,实际操作占70%。要求参赛选手在规定时间内按要求完成比赛内容。
(二)理论考试
1、理论知识竞赛要求
(1)考试范围:以国家焊工职业标准基本要求和高级焊工相关要求为主。
(2)理论卷面分值100分,占总成绩30%。
(3)试题目类型:单项选择题 、判断题。
(4)理论考试时限120分钟。
(5)考试方式:采用闭卷笔答方式。
2、考场规则
(1)参赛选手提前10分钟入场,入考前由监考人员查验准考证,经认可后方可进入考场。
(2)参赛选手应按指定座位号入座。
(3)笔试用的笔、纸由监考人员统一发给,选手不得携带任何与考试有关的物品进入考场,并且关闭手机等通讯工具,违反者取消考试资格。
(4)试卷上按考试负责人在考前宣布的规定位置和方式填写准考证号,考卷其他位置不得有任何暗示选手身份的记号或符号,否则试卷作废。
(5)正式开考后迟到10分钟者,一律按自动弃权处理,开考30分钟后方可离开考场,不得在考场周围高声谈论、逗留。
(6)参赛选手应该遵守考场纪律,服从监考人员指挥,选手应保持肃静,不准交头接耳,传递纸条,抄袭他人试卷以及进行其他作弊行为,违反者取消考试资格。
(7)考试过程中有事可向监考人员举手示意,由监考人员负责处理,监考人员对涉及到考题的问题不得有任何解释或暗示行为。
(8)考场中除指定的监考人员外,其他人员(如:官员、新闻记者等)应经领导小组特许并佩带标志方可进入。
(9)考试时间到一律交卷(应连同草稿纸一起上交),否则试卷作废。
(10)考试结束后由监考人员将试卷交保密员,在考场立即密封试卷后移交理论评分人员判卷。
(三)实操考试
1、实际操作比赛项目和要求
1)实际操作比赛项目
比赛项目 | 材质 | 试件规格(mm) | 焊接方法 | 焊材牌号、规格(mm) | 坡口角度 |
板对接仰位(4G) | Q235A | 300×125×12(两件) | 手工焊条电弧焊 (SMAW) | 大西洋E4303(J422) Ф2.5焊条 Ф3.2焊条 Ф4.0焊条 任选 | 单侧:32°±2° |
管对接45°(6G) | 20G | Ф60×4×100 (两件) | 二氧化碳气体保护焊(FCAW) | 大西洋CHW-50C6 (ER50-6实心焊丝)φ1.2 | 单侧:32°±2° |
管对接45°(6G) | 20G | Ф60×4×100 (两件) | 手工钨极氩弧焊 (GTAW) | 大西洋CHG-56(ER50-6实心焊丝)φ2.5 | 单侧:32°±2° |
(1)试题分值:每个考试项目满分100分,总分300分,评分后除以3为实际操作项目得分,占总成绩70%。
(2)考试时限:本试件(三件)焊接操作时限90分钟(不包括焊前准备时间)。
(3)焊接设备:唐山松下IGBT(TX-400)型焊机、唐山松下KR-350 CO2气体保护焊机。
2)实际操作要求
(1)本试件均釆用单面焊双面成形完成。
(2)试件组对
a、参赛选手按抽签确定的比赛场次及工位号到指定地点分批进行试件组对。
b、领取试件需出示参赛证和抽签场次及时工位号,经工作人员认可后,在试件流转卡上填写准考证的号码及比赛场次,凭试件流转卡领取试件和焊条,自行加工后进行试件组对。
c、每位选手一套试件(三个项目一次领完)。组对前选手应检查所领试件是否符合要求,一般不准调换。若有异义,由竞赛组长决定是否调换。
d、试件在组对过程中如不慎装废,由选手自己修复,不得调换。
e、试件组对要求见比赛项目及要求。
f、参赛选手施焊时所用的劳保用品及辅助工具应自备,不准自带测试工具及仪表。
g、监考及工作人员对每名选手的各道工序应认真填写试件流转卡,对认可合格的应签上名。对不符合组对要求的应通知选手重新组对,未经检查合格认可的试件,一律不能用于比赛。
h、试件组对完毕,交监考人员检验合格后,如次日正式竞赛需送回试件保管室封存,如当日正式竞赛则直接进入工位等待竞赛开始信号。
(3)焊件组对时的固定焊均釆用与试件正式焊接相同的焊接方法和焊接材料;板材对接焊试件定位焊在正面坡口内的两端,定位焊每段长≤20mm,不允许用夹具和定位板固定试件,对接板两端不允许加引弧板和引出板;管子对接焊试件的定位焊在正面坡口内,定位焊数量不得超过一段,长度≤20mm。其中正式焊接时定位焊位置不准在仰焊位置(即5-7点钟位置);组对时试件的间隙、钝边、反变形均由参赛选手自定。
(4)试件焊接时的板件定位高度离地不得超过1000mm;管件定位高度离地不得超过800mm,选手定位工件后由裁判员确定是否合格。焊接过程中不准取下和移动或任意改变焊接位置,试件焊接顺序由选手自定,但不得交叉焊接。
(5)试件的焊接方向作如下规定:板材对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,其它层数的方向和打底焊的方向一致;管子对接45°上斜固定焊均采用两半圆自下而上焊接。
(6)焊接时不能有坐、躺(卧)的借力行为。
(7)试件焊接的所有焊接材料中焊条应符合GB/T5117—1995标准。
(8)试件的检验要求
a、板—板对接焊:正反面外观检查焊缝全长(但两端各20mm焊缝不评分);100%X射线拍片(去除两端各20mm焊缝)。
b、管—管对接焊:进行正反面外观检查,100%X射线拍片。
(9)焊接比赛开始后(试件上架)一律不准使用电动工具、气动工具。
3)考场规则
(1)选手在正式比赛前15分钟凭比赛抽签号(场次、工位)分别到试件保管室和焊条烘烤室领取试件及焊条,并将试件固定在夹具上。以发令信号为准,开赛迟到15分钟及以上者,按自动弃权处理。
(2)选手试电流只能在专门发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。
(3)三项操作比赛一轮进行,每轮操作项目不分先后,但不准三项交叉焊接(即先进行完一项方可进行第二项)。
(4)施焊过程中(包括焊缝层间清理)均应在焊接工位架上进行,不得再变换位置和方向。如遇清理焊缝使试件移位,应在监考人员监督下恢复原位。除最后表面清理外,试件未焊完不准取下。不得在试件上作任何标记(包括电弧划伤),否则,该单项按0分处理。
(5)施焊过程中,若试件焊废不予补发,但允许选手在比赛时间内自行手工修复。焊缝的正、反表面不准修复补焊,若经修复则该试件不予评分。
(6)由于外界原因(电源或其它无法抗拒的因素)而影响操作时,选手有权提出,经竞赛组长核实情况,若确定该试件的质量已受影响,可调换正在施焊的这一试件,时间另计。
(7)比赛过程中,选手若需休息、饮水、上洗手间,一律计算在操作时间内。
(8)焊条按比赛规定的规格发放,参赛选手必须按各项目指定的焊条规格进行施焊。若发现违反规定者,除该试件不予评分外,不再补发焊条。每场比赛用剩的焊条应及时清理回收。
(9)比赛完毕,选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形。清理好的试件交监考检查,监考如发现选手对试件未清理干净,有权督促选手返工,对清理好的试件,在工位由工作人员会同监考、选手将试件封号,并在比赛监考记录上双方签字,由监考交保密组编码。
(10)保密员在已封闭的薄铁板上再进行编号(明码)后交探伤、外观裁判组进行评分。全部评分完毕后,在工作委员会主持下启封焊件及流转卡,核对钢印编号,评定最终成绩。
(11)焊件的拍片,检验均需在领导小组的监督下进行。运送试件由专人负责。
四、竞赛命题
(一)竞赛命题
由大赛专家组负责命题,命题工作要求3月17日完成。并在网上公布实操试题样题,各参赛队可从网上下载实操试题样题。
(二)竞赛的命题标准
1、以最新国家职业标准,国家职业资格培训教程《焊工》系列高级工及以下所有低级别的操作技能要求和相关理论知识要求为基础。
2、适当增加新知识、新技术、新设备、新技能等相关知识。
(三)参考资料
1、最新国家职业标准《职业技能鉴定指导—焊工》-中国劳动和社会保障出版社,书号:lSBN7-5045-4026-9。
2、国家职业资格培训教程《焊工》-中国劳动和社会保障出版社,书号:lSBN7-5045-3819-1。
五、竞赛环境
(一)理论竞赛
考场为标准教室,单人单座,每个考场配备监考2人,考场数最终根据报名参赛选手情况确定。
(二)实操竞赛
1、竞赛设备
唐山松下IGBT(TX-400)型焊机,唐山松下KR-350 CO2气体保护焊机。
2、选手自备工具清单
序号 | 名称 | 规格及种类 | 数量 |
1 | 劳动保护用品 | 焊工衣服、裤子、帽子、劳保鞋 | 1套 |
2 | 劳动保护用品 | 焊工围裙、袖套、手套 | 1套 |
3 | 头盔式面罩 | 自定 | 1个 |
4 | 手锤 | 自定 | 1把 |
5 | 活动扳手 | 300㎜ | 1把 |
6 | 清渣锤 | 自定 | 1把 |
7 | 钨极 | ¢2.5㎜ | 2根 |
8 | 锉刀 | 半圆锉 | 1把 |
9 | 角磨机 | ¢125㎜或¢100㎜ | 1把 |
10 | 直磨机 | 自定 | 1把 |
11 | 钢丝刷 | 粗刷、细刷 | 各1把 |
12 | 砂布 | 1# | 1张 |
13 | 錾子 | 平口、圆口或方口 | 自定 |
14 | 锯条 | 弓锯床使用锯条 | 1片 |
15 | 平光眼镜 | 自定 | 1副 |
16 | 钢丝钳 | 自定 | 1把 |
17 | 耗材 | 松下350型1.2㎜导电嘴 松下350型气体保护罩 松下¢2.5㎜钨极夹 防堵剂 | 各1 |
18 | 钢直尺 | 500㎜ | 1把 |
3、工件及焊接材料
竞赛中,参赛选手使用的工件及焊接材料由组委会统一提供。
六、竞赛程序
(一)参赛选手报到
1、时间:4月13日 13:00~15:00;
2、地点:云南机电职业技术学院(昆明市龙泉路704号)数控实训中心。
(二)领队会
1、时间:4月13日 15:00~15:30;
2、地点:学院行政楼2楼会议室;
3、人员:各参赛队领队
(三)大赛理论考试
1、时间:4月13日 15:00~17:00;
2、地点:学院新教学楼考场。
(四)来宾报到
1、时间:4月14日 8:00~8:30;
2、地点:学院1栋大厅。
(五)大赛开幕式
1、时间:4月14日 8:30~9:00;
2、地点:学院1栋1楼阶梯教室。
(六)大赛实作考试
1、时间:4月14日 9:30~15:30;
2、地点:学院焊接实训中心。
备注:以上安排如有调整,请以报到时通知为准。
七、实操竞赛样题
(一)板对接仰位焊4G(焊条电弧焊SMAW)
材质:Q235A;
焊条型号:E4303(J422);规格:φ2.5mm、φ3.2mm、φ4mm(任选)。
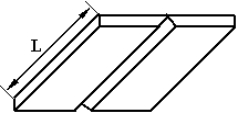
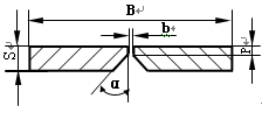
S:12mm α:32°±2° B:250 mm L:300mm b、p自定 反变形量自定
(二)管对接45°上斜固定焊6G(CO2气体保护焊FCAW)
材质:20G;
焊丝型号:CHW-50C6(ER50-6实心焊丝);规格:φ1.2mm。
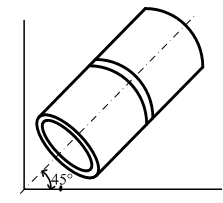
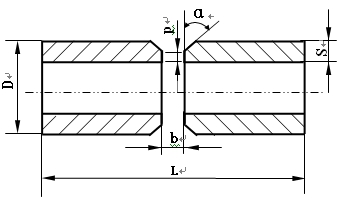
L:200mm D:φ60 mm S:4 mm α:32°±2° b、p自定
(三)管对接45°上斜固定焊6G(手工钨极氩弧焊GTAW)
材质:20G;
焊丝型号:CHG-56(ER50-6实心焊丝);规格:φ2.5 mm。
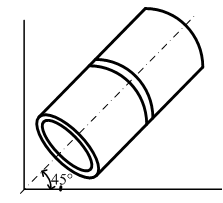
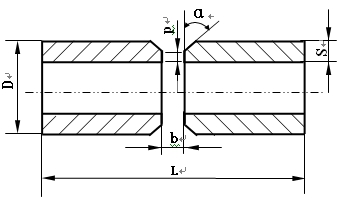
L:200mm D:φ60 mm S:4 mm α:32°±2° b、p自定
八、竞赛注意事项
1、实操竞赛开始前30分钟,裁判员进入赛场,在各分赛场技术人员协助下对竞赛设备进行相应的检查和调整。按准备清单检查参赛选手准备情况。
2、实操竞赛开始前10分钟,参赛选手凭参赛证、身份证两证齐全进入赛场(各队领队和指导教师均不得进入赛场),进行竞赛前的各项准备工作。竞赛裁判组对参赛选手进行身份检查。
3、竞赛选手抽签决定工位后必须到裁判员处登记。竞赛中工位号不得更换。竞赛选手进入工位后,应认真检查设备、工件、器材、仪器和工具有无损坏、不符或不安全的地方,发现问题应向裁判员报告,以便及时处理。
4、竞赛选手必须严格遵守竞赛场地纪律,不准互相商量和代作。发现顶替代作、替换工件,在参赛工件上做标记,请人指点协助等舞弊行为者取消竞赛资格,并按有关规定严肃处理。
5、实操竞赛开始,由竞赛裁判组分发图纸,同时开始竞赛计时。竞赛时间为试件(三件)焊接操作时限90分钟(不包括焊前准备时间)。焊前准备时间60分钟,包括准备和设备调试、试件加工、组焊时间等。
6、竞赛结束前15分钟,裁判员可以提醒竞赛选手注意时间,竞赛结束铃声响应责令竞赛选手终止答卷或操作。裁判员应认真整理、装订和密封好试卷。竞赛工件必须放在原工位处,并将《竞赛工位号记录表》、《竞赛场地情况记录表》和试卷交给竞赛组,并封闭场地。
7、竞赛时间到,立即停止操作,赛场进行统一断电。经裁判员检查清点器材、工具、仪器后选手方可退出竞赛场地,选手不得在竞赛场地附近逗留和喧哗。
8、参赛选手完成加工,决定交卷时,应提请裁判员到工位处收取工件,提交所编写的卡片,由竞赛裁判员在工件、卡片的适当位置写上各项信息。同时,参赛选手在裁判员记录的竞赛情况记录表上签字确认,并用钢板对以上实物钢印号密码和文件进行密封,装入专用密封袋。
9、各参赛选手必须严格按焊接操作规程集中精力操作,若出现较严重的安全事故,人为设备损坏等情况,立即取消竞赛资格。不得做与竞赛无关的事。如遇设备故障应由监考人员排除或调整工位,严防事故发生。
10、竞赛过程中,裁判员将考核各位参赛选手的安全文明操作情况。出现违反安全文明操作情况的要做好记录,并在成绩评定中酌情扣分。
11、竞赛期间(包括两批次之间的间隔时间),除大赛组委会成员、竞赛裁判组成员、赛场工作人员外,其余人员一律不得进入竞赛场地。
九、成绩评定
操作技能比赛评分标准
项目 | 外观 | X光拍片 | 总分 |
300×125×12板对接焊 | 50分(详见表2) | 按JB/T4730-2005并细化评定(表1)。无缺陷 50分(共拍一张) | 100分 |
Ф60×4×200管对接焊(CO2气保焊) | 50分(详见表3) | 按JB/T4730-2005并细化评定(表1)。无缺陷 50分(共拍二张) | 100分 |
Ф60×4×200管对接焊(氩弧焊) | 50分(详见表4) | 按JB/T4730-2005并细化评定(表1)。无缺陷 50分(共拍二张) | 100分 |
注:1、焊缝未盖面、焊缝表面及根部经修补或试件做舞弊标记则该单项作0分处理。
2、凡焊缝表面有裂纹、夹渣、未熔合、焊瘤等缺陷之一的,该试件外观为0分。
表1 焊接试件射线底片评分标准
明码号 | 评分员签名 | 合计分 | ||||||
评分标准(JB/T4730-2005细化评定) | 实际情况 | 扣分 | 得分 | |||||
无缺陷,50分(不扣分) | ||||||||
一、点状缺陷的评分1、尺寸≤0.5mm的点状缺陷评分 | ||||||||
⑴点数≤2个,45分(扣5分) | ||||||||
⑵点数>2,≤4个,35分(扣15分) | ||||||||
⑶点数>4,≤6个,25分(扣25分) | ||||||||
⑷点数>6,≤8个,15分(扣35分) | ||||||||
⑸点数>8,≤10个,10分(扣40分) | ||||||||
⑹点数>10个, 0分(扣50分) | ||||||||
2、尺寸>0.5mm的点状缺陷评分 | ||||||||
⑴1个点,45分(扣5分) | ||||||||
⑵2个点,40分(扣10分) | ||||||||
⑶3个点,35分(扣15分) | ||||||||
⑷4个点,30分(扣20分) | ||||||||
⑸5个点,25分(扣25分) | ||||||||
⑹6个点,20分(扣30分) | ||||||||
⑺>6个点,0分(扣50分) | ||||||||
二、条状缺陷的评分。单个条状缺陷的评分 | ||||||||
⑴长度≤1mm的,40分(扣10分) | ||||||||
⑵长度>1,≤2mm的,30分(扣20分) | ||||||||
⑶长度>2,≤3mm的,20分(扣30分) | ||||||||
⑷长度>3,≤4mm的,10分(扣40分) | ||||||||
⑸长度>4mm的,0分(扣50分) | ||||||||
三、断续缺陷总长的评分 断续缺陷是指在任意直线上,相邻两缺陷间距均不超过6L(为 该组缺陷中大缺陷的长度)的任何一组缺陷,在144mm焊缝长度内的缺陷长度之和。 | ||||||||
⑴长度≤3mm的,40分(扣10分) | ||||||||
⑵长度>3mm,≤6mm的,30分(扣20分) | ||||||||
⑶长度>6mm,≤9mm的,20分(扣30分) | ||||||||
⑷长度>9mm,≤12mm的,10分(扣40分) | ||||||||
⑸长度>12mm的,0分(扣50分) | ||||||||
综合评分 1、 同一试件有多张底片时,每张底片均单独进行评分,最后得分为其所有分值的平均值; 2、 当同一张底片有多处缺陷时,应分别评分并累计所扣分数的总和(Y),则该试件应得分数为:50-Y。 | ||||||||
表2 焊条电弧焊板对接试件外观检查项目及评分标准
明码号 | 评分员签名 | 合计分 | ||||||||||
正 面 | 检查项目 | 标准、分数 | 焊 缝 等 级 | 实际得分 | ||||||||
Ⅰ | Ⅱ | Ⅲ | Ⅳ | |||||||||
焊缝余高 | 标准(mm) | 0~2 | >2 ,≤3 | >3,≤4 | ﹥4,<0 | |||||||
分数 | 5 | 3 | 1 | 0 | ||||||||
高低差 | 标准(mm) | ≤1 | ﹥1,≤2 | ﹥2,≤3 | ﹥3 | |||||||
分数 | 7 | 4 | 1 | 0 | ||||||||
焊缝宽度 | 标准(mm) | ≤20 | ﹥20,≤21 | ﹥21,≤22 | ﹥22 | |||||||
分数 | 5 | 3 | 1 | 0 | ||||||||
宽窄差 | 标准(mm) | ≤1 | ﹥1,≤2 | ﹥2,≤3 | ﹥3 | |||||||
分数 | 7 | 4 | 1 | 0 | ||||||||
咬边 | 标准(mm) | 0 | 深度≤0.5 且长度≤15 | 深度≤0.5 长度﹥15, ≤30 | 深度﹥0.5 或长度﹥30 | |||||||
分数 | 10 | 7 | 5 | 0 | ||||||||
错边量 | 标准(mm) | 0 | ≤0.5 | ﹥0.5,≤1 | ﹥1 | |||||||
分数 | 6 | 4 | 1 | 0 | ||||||||
角变形 | 标准(mm) | 0~1 | ﹥1,≤3 | ﹥3,≤5 | ﹥5 | |||||||
分数 | 5 | 3 | 1 | 0 | ||||||||
焊缝外表成形 | 标准(mm) | 优 | 良 | 一般 | 差 | |||||||
成形美观,鱼鳞均匀细密,高低宽窄一致 | 成形较好,鱼鳞均匀,焊缝平整 | 成形尚可,焊缝平直 | 焊缝弯曲,高低宽窄明显,有表面焊接缺陷 | |||||||||
分数 | 5 | 3 | 1 | 0 | ||||||||
反面 | 焊缝高度 | 0~3mm 5分,>3mm 0分 | ||||||||||
咬边 | 无咬边 5分,有咬边 0分 | |||||||||||
气孔 | 无气孔 5分,有气孔 0分 | |||||||||||
反面成形 | 优 | 良 | 一般 | 差 | ||||||||
5分 | 3分 | 1分 | 0分 | |||||||||
未焊透 | 无未焊透 10分,有未焊透 0分 | |||||||||||
凹陷 | 无内凹 20分 | 深度≤0.5mm,每2mm长扣1分(最多扣20分)深度>0.5mm 0分 | ||||||||||
注:1、正、反两面满分为100分,评分后除以2为实际得分。
2、焊缝未盖面、焊缝表面及根部有修补或试件做舞弊标记则该项目作0分处理。
3、凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊穿、焊瘤等缺陷之一的,该试件外观为0分。
4、焊瘤是指焊瘤尺寸>3mm。
表3 CO2气体保护焊管对接试件外观检查项目及评分标准
明码号 | 评分员签名 | 合计分 | ||||
检 查 项 目 | 焊缝等级和标准分数 | 实际得分 | ||||
Ⅰ | Ⅱ | Ⅲ | Ⅳ | |||
正
面 | 焊缝高度 | 0~2mm | >2mm,≤3mm | >3mm,≤4mm | >4mm,<0mm | |
5分 | 3分 | 1分 | 0分 | |||
高度差 | 0~1mm | >1mm,≤2mm | >2mm,≤3mm | >3mm | ||
7分 | 5分 | 3分 | 0分 | |||
焊缝宽度 | ≤10mm | >10mm,≤12mm | >12mm,≤14mm | >14 mm | ||
5分 | 3分 | 1分 | 0分 | |||
宽度差 | 0~1mm | >1mm;≤2mm | >2mm;≤3mm | >3mm | ||
7分 | 5分 | 3分 | 0分 | |||
咬边 | 无咬边: | 深度<0.5mm且长度≤10mm | 深度<0.5mm且长度>10mm,≤20mm, | 深度>0.5mm或长度>20mm | ||
10分 | 7分 | 5分 | 0分 | |||
气孔 | 无气孔 | 气孔≤Φ1.5mm 数目:1个 | 气孔≤Φ1.5mm 数目:2个 | 气孔>Φ1.5或 数目>2个 | ||
6分 | 4分 | 2分 | 0分 | |||
表面成形 | 优 | 良 | 一般 | 差 | ||
10分 | 7分 | 4分 | 0分 | |||
反
面 | 焊缝高度 | 0~3mm 5分,>3mm或<0 0分 | ||||
咬边 | 无咬边 5分,有咬边 0分 | |||||
气孔 | 无气孔 5分,有气孔 0分 | |||||
反面成形 | 优 | 良 | 一般 | 差 | ||
5分 | 3分 | 1分 | 0分 | |||
未焊透 | 无未焊透 10分,有未焊透 0分 | |||||
内凹 | 无内凹 15分 | 深度≤0.5mm,每2mm长扣1分(最多扣15分)深度>0.5mm 0分 | ||||
焊瘤 | 无焊瘤 5分,有焊瘤 0分 | |||||
注:1、正、反两面满分为100分,评分后除以2为实际得分。
2、气孔检查采用5倍放大镜。
3、表面有裂纹、夹渣、未熔合、焊穿、焊瘤等缺陷之一,外观作0分处理。
4、焊缝未盖面,焊缝表面及根部有修补或试件做舞弊标记,该项目作0分处理。
5、焊瘤是指焊瘤尺寸>3mm。
6、未焊透由RT判定,外观组评分。
表4 手工钨极氩弧焊管对接试件外观检查项目及评分标准
明码号 | 评分员签名 | 合计分 | ||||
检 查 项 目 | 焊缝等级和标准分数 | 实际得分 | ||||
Ⅰ | Ⅱ | Ⅲ | Ⅳ | |||
正
面 | 焊缝高度 | 0~0.5mm | >0.5mm,≤1mm | >1mm,≤3mm | >3mm,<0mm | |
5分 | 3分 | 1分 | 0分 | |||
高度差 | 0~1mm | >1mm,≤2mm | >2mm,≤3mm | >3mm | ||
7分 | 5分 | 3分 | 0分 | |||
焊缝宽度 | ≤8mm | >8mm,≤10mm | >10mm,≤12mm | >12 mm | ||
5分 | 3分 | 1分 | 0分 | |||
宽度差 | 0~1mm | >1mm;≤2mm | >2mm;≤3mm | >3mm | ||
7分 | 5分 | 3分 | 0分 | |||
咬边 | 无咬边: | 深度<0.5mm且长度≤10mm | 深度<0.5mm且长度>10mm,≤20mm, | 深度>0.5mm或长度>20mm | ||
10分 | 7分 | 5分 | 0分 | |||
气孔 | 无气孔 | 气孔≤Φ1.0mm 数目:1个 | 气孔≤Φ1.0mm 数目:2个 | 气孔>Φ1.0或 数目>2个 | ||
6分 | 4分 | 2分 | 0分 | |||
表面成形 | 优 | 良 | 一般 | 差 | ||
10分 | 7分 | 4分 | 0分 | |||
反
面 | 焊缝高度 | 0~0.5mm 5分,>2mm或<0 0分 | ||||
咬边 | 无咬边 5分,有咬边 0分 | |||||
气孔 | 无气孔 5分,有气孔 0分 | |||||
反面成形 | 优 | 良 | 一般 | 差 | ||
5分 | 3分 | 1分 | 0分 | |||
未焊透 | 无未焊透 10分,有未焊透 0分 | |||||
内凹 | 无内凹 15分 | 深度≤0.5mm,每2mm长扣1分(最多扣15分)深度>0.5mm 0分 | ||||
焊瘤 | 无焊瘤 5分,有焊瘤 0分 | |||||
注:1、正、反两面满分为100分,评分后除以2为实际得分。
2、气孔检查采用5倍放大镜。
3、表面有裂纹、夹渣、未熔合、焊穿、焊瘤等缺陷之一,外观作0分处理。
4、焊缝未盖面,焊缝表面及根部有修补或试件做舞弊标记,该项目作0分处理。
5、焊瘤是指焊瘤尺寸>3mm。
6、未焊透由RT判定,外观组评分。
1、参赛选手的成绩评定由竞赛组负责。
2、理论竞赛由竞赛组根据评分标准统一阅卷、评分与记分。
3、操作技能成绩,由现场操作规范和试件加工质量两部分组成。其中操作规范成绩根据现场实际操作,按照现场操作规范评分标准,依据现场裁判的赛场记录,由竞赛组集体评判成绩;试件质量依据评分标准,根据检测设备的实际检测结果,进行客观评判、计分。
4、参赛选手的最终名次依据理论占(30%)、实操占(70%)的累加成绩排定,当出现成绩相同时,以实操成绩高者名次在前。若仍不能分出名次时,以完成实操用时短者名次在前。
十、申述与仲裁
1、参赛选手对有失公正的检测、评判、奖励,以及对工作人员的违规行为等,均可提出申诉;
2、选手申诉均须通过本代表队领队,及时用书面形式向仲裁委员会提出。仲裁委员会要认真负责地受理选手申诉,并将处理意见尽快通知领队;
3、仲裁委员会的裁决为最终裁决,参赛选手不得因申诉或对处理意见不服而停止竞赛,否则按弃权处理。
左键点击下载原文件:
 “第二届昆明市名匠杯”职业技能竞赛决赛技术文件(焊接)
“第二届昆明市名匠杯”职业技能竞赛决赛技术文件(焊接)