“第二届昆明市名匠杯”职业技能竞赛决赛
数控加工中心赛项技术文件
为保证“第二届昆明市名匠杯”职业技能竞赛决赛工作的顺利进行,根据昆明市人力资源和社会保障局、昆明市总工会、共青团昆明市委联合主办《关于举办“第二届昆明市名匠杯”职业技能竞赛的通知》精神制定本技术文件。
一、竞赛地点
(一)开幕式及理论竞赛地点:云南机电职业技术学院
(二)实操竞赛地点:云南机电职业技术学院
二、竞赛目标及原则
(一)目标:利用名匠效应展示名匠风采,通过本次比赛检阅数控加工中心技术技能水平,在昆明市范围内发现一批技能精湛、职业素质高的技术能手,形成一种学习技能、提高技能的风气,同时为技术能手提供展现和提高自身职业技能的平台。
(二)竞赛原则:本次竞赛本着“公开、公平、公正”的原则,充分考虑内容的综合性、实用性和技能性。
三、竞赛形式内容及要求
(一)竞赛成绩组成
本次数控加工中心赛项的总成绩由理论知识和实际操作技能两部分成绩组成,其中理论知识占30%,实际操作占70%。要求参赛选手在规定时间内按要求完成比赛内容。每位参赛者必须参加理论知识和机床实际操作技能二项内容的比赛,并在规定时间内按要求完成比赛内容。
(二)理论考试
1、理论知识竞赛要求
(1)考试范围:以国家数控加工中心职业标准基本要求和高级数控加工中心相关要求为主。
(2)理论卷面分值100分,占总成绩30%。
(3)试题目类型:单项选择题、多项选择题、判断题。
(4)理论考试时限120分钟。
(5)考试方式:采用闭卷笔答方式。
2、考场规则
(1)参赛选手提前10分钟入场,入考前由监考人员查验准考证,经认可后方可进入考场。
(2)参赛选手应按指定座位号入座。
(3)笔试用的笔、纸由监考人员统一发给,选手不得携带任何与考试有关的物品进入考场,并且关闭手机等通讯工具,违反者取消考试资格。
(4)试卷上按考试负责人在考前宣布的规定位置和方式填写准考证号,考卷其他位置不得有任何暗示选手身份的记号或符号,否则试卷作废。
(5)正式开考后迟到10分钟者,一律按自动弃权处理,开考30分钟后方可离开考场,不得在考场周围高声谈论、逗留。
(6)参赛选手应该遵守考场纪律,服从监考人员指挥,选手应保持肃静,不准交头接耳,传递纸条,抄袭他人试卷以及进行其他作弊行为,违反者取消考试资格。
(7)考试过程中有事可向监考人员举手示意,由监考人员负责处理,监考人员对涉及到考题的问题不得有任何解释或暗示行为。
(8)考场中除指定的监考人员外,其他人员(如:官员、新闻记者等)应经领导小组特许并佩带标志方可进入。
(9)考试时间到一律交卷(应连同草稿纸一起上交),否则试卷作废。
(10)考试结束后由监考人员将试卷交保密员,在考场立即密封试卷后移交理论评分人员判卷。
(三)实操考试
本次竞赛为单人单机操作,竞赛时间为300分钟,实操满分为100分。要求参赛选手在规定时间内独立完成给定图样工件的数控编程与加工。本次命题的工件加工要素包含来自实际生产中的典型产品特征,竞赛要求选手在完成工件形状加工的基础上,重视数控加工主要尺寸与图纸的符合程度及表面粗糙度。可选择使用CAD/CAM软件自动编程。
四、竞赛命题
(一)竞赛命题
由大赛专家组负责命题,命题工作要求3月17日完成。并在网上公布实操试题样题,各参赛队可从网上下载实操试题样题。
(二)竞赛的命题标准
1、以最新国家职业标准《数控铣工国家职业技能标准》、《加工中心操作工国家职业技能标准》高级工及以下所有低级别的操作技能要求和相关理论知识要求为基础。
2、适当增加新知识、新技术、新设备、新技能等相关知识。
(三)参考资料
1、最新国家职业标准《数控铣工国家职业技能标准》。
2、最新国家职业标准《加工中心操作工国家职业技能标准》。
五、竞赛环境
(一)理论竞赛
考场为标准教室,单人单座,每个考场配备监考2人,考场数最终根据报名参赛选手情况确定。
(二)实操竞赛
1、竞赛设备
序号 | 器材名称 | 数量 | 规格/技术参数 |
1 | 计算机 | 16台 | 每个工位配备1台,基本配置处理器Intel Core I5 3.3GHz,内存8G,硬盘1T,独立显卡GTX 750Ti,24寸显示器 |
2 | FANUC数控加工中心 | 12台 | X、Y、Z轴工作行程:1000×600×600mm 刀柄规格 BT40 主轴转速:6000r/min 数控系统:FANUC 0i-MD,支持CF卡在线加工 |
3 | 1台 | X、Y、Z轴工作行程:800×500×500mm 刀柄规格 BT40 主轴转速:8000r/min 数控系统:FANUC 0i-MD,支持CF卡在线加工 | |
4 | 1台 | X、Y、Z轴工作行程:700×500×500mm 刀柄规格 BT40 主轴转速:6000r/min 数控系统:FANUC 0i-Mc,支持CF卡在线加工 | |
5 | 三菱数控加工中心 | 1台 | X、Y、Z轴工作行程:1000×600×600mm 刀柄规格 BT40 主轴转速:6000r/min 数控系统:MITSUBISHI M70,支持CF卡在线加工 |
6 | 钳工工作台 | 1张 | 配备台虎钳、锁刀器 |
2、主要软件清单
序号 | 软件名称与版本 |
1 | Windows 7 64bit操作系统; |
2 | Office 2007中文版; |
3 | Delcam powermill 2016版 |
4 | Delcam powershape 2016版 |
5 | CAXA制造工程师2013r5 |
注:若参赛选手需使用自带CAM软件,需在2017年4月5日前提出书面申请,经裁判组专家商榷同意后方可在赛前到赛场安装软件。若自带软件在竞赛过程中出现使用问题影响参赛选手成绩,后果由自带软件参赛选手自己负责。 | |
3、刀具、量具、工具、夹具清单
表1 赛场各个工位供工具、夹具清单
序号 | 名称 | 数量 | 备注 |
1 | 机用虎钳及扳手 | 1套 | 机用虎钳钳口高度有45mm、60mm、64mm三种规格,选手可自带虎钳及螺钉。 |
2 | 刀具摆放架 | 1个 | |
3 | CF数据传输卡及读卡器 | 1套 | |
4 | 毛刷 | 1把 |
表2 参赛选手自带刀具、量具、工具、辅具清单(供参考)
序号 | 名 称 | 规格型号 | 数量 | 备注 |
1 | 刀柄 | BT40 | 自定 | |
2 | 刀柄拉钉 | BT40-45° | 自定 | |
3 | 刀具装卸扳手 | 自定 | 按刀柄形式选配 | |
4 | 刀具卡簧 | 自定 | 按刀具尺寸自定 | |
5 | 面铣刀 | 自定 | ||
6 | 立铣刀 | Ø8至 Ø16 | 自定 | |
7 | 键槽铣刀 | Ø8至 Ø16 | 自定 | |
8 | 球头铣刀 | R3至R6 | 自定 | |
9 | 孔加工刀具 | 自定 | 孔径Ø10H8、Ø40、Ø38 | |
10 | 内螺纹加工刀具 | 自定 | M10-6H | |
11 | 内螺纹铣刀 | 自定 | M33×1.5-6H,禁止使用丝锥 | |
12 | 刻字刀 | 自定 | ||
13 | 90度点钻 | 自定 | 用于定心、倒角 | |
14 | 游标卡尺 | 自定 | ||
15 | 千分尺 | 自定 | ||
16 | 内径量表 | 自定 | ||
17 | 深度游标卡尺 | 自定 | ||
18 | 螺纹塞规 | 自定 | ||
19 | 垫铁 | 自定 | 根据虎钳口高度自己准备,允许自带虎钳 | |
20 | 12寸活扳手 | 自定 | ||
21 | 丝锥扳手 | 自定 | M10 | |
22 | 百分表及表座一套 | 自定 | 用于虎钳及工件校正 | |
23 | 毛巾 | 自定 | ||
24 | 检测芯轴 | 2 | 见附件图 |
4、毛坯及材料
由组委会统一提供,材料为硬铝2A12,毛坯尺寸见附件图。
六、竞赛程序
(一)参赛选手报到
1、时间:4月13日 13:00~15:00;
2、地点:云南机电职业技术学院(昆明市龙泉路704号)数控实训中心。
(二)领队会
1、时间:4月13日 15:00~15:30;
2、地点:学院行政楼2楼会议室;
3、人员:各参赛队领队
(三)大赛理论考试
1、时间:4月13日 15:00~17:00;
2、地点:学院新教学楼考场。
(四)来宾报到
1、时间:4月14日 8:00~8:30;
2、地点:学院1栋大厅。
(五)大赛开幕式
1、时间:4月14日 8:30~9:00;
2、地点:学院1栋1楼阶梯教室。
(六)大赛实作考试
1、时间:4月14日 9:30~15:30;
2、地点:学院数控实训中心。
备注:以上安排如有调整,请以报到时通知为准。
七、实操竞赛样题(见附件)
八、竞赛注意事项
1、参赛选手报到时需将自带工具、量具、刀具、夹具等交裁判组检验,检验合格后进行工具箱密封以备比赛用,请各位参赛选手注意不能携带自制工具及夹具。
2、若参赛选手需使用自带CAM软件,需在2017年4月5日前提出书面申请,经裁判组专家商榷同意后方可在指定时间内到赛场安装软件。若自带软件在竞赛过程中出现使用问题影响参赛选手成绩,后果由自带软件参赛选手自己负责。
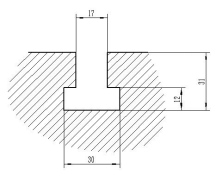
3、赛场提供机用虎钳钳口高度有45mm、60mm、64mm三种规格,请参赛选手根据工艺准备好垫铁。允许选手自带虎钳及安装螺钉,比赛时由参赛选手自行安装。机床工作台T形槽尺寸如下图。
4、实操竞赛开始前40分钟,裁判员进入赛场,在各分赛场技术人员协助下对竞赛设备(机床、计算机等)进行相应的检查和调整。按准备清单检查赛场提供的工具、辅具、毛坯等准备情况。
5、各分赛场实操竞赛开始前30分钟,参赛选手凭参赛证、身份证两证齐全进入赛场(各队领队和指导教师均不得进入赛场),进行竞赛前的各项准备工作。竞赛裁判组对参赛选手进行身份检查后,组织参赛选手抽取竞赛工位。
6、实操竞赛开始,由裁判组分发图纸,同时开始竞赛计时。竞赛时间为300分钟。
7、竞赛结束前10分钟,裁判员提示参赛选手竞赛结束,各参赛选手应准备停止加工,并准备开始进行机床的相关清理工作。
8、竞赛时间到,赛场进行统一断电。经裁判员检查许可后,参赛选手才允许离开竞赛场地。
9、参赛选手完成加工,决定交卷时,应请裁判员到工位处收取工件,提交所编写的卡片,由竞赛裁判员在工件、卡片的适当位置写上机床号。同时,参赛选手在裁判员记录的竞赛情况记录表上签字确认,并用密封纸对以上实物和文件进行密封,装入专用密封袋。
10、各参赛选手必须严格按机床操作规程进行操作,若出现较严重的安全事故,如撞刀、加工过程中工件掉落等情况,立即取消竞赛资格。
11、竞赛过程中,裁判员将考核各位参赛选手的安全文明操作情况和加工工艺应用情况。出现违反安全文明操作情况的要做好记录,并在成绩评定中酌情扣分。
12、竞赛过程中,参赛选手不能更换毛坯,也不能相互借用工夹量具。各参赛选手相互间不能走动、交谈。
13、竞赛过程中出现机床故障等设备问题,应请裁判员和赛场技术人员到工位处确认原因。对于因为设备故障而耽搁的时间,由裁判员将该选手的竞赛时间酌情后延。
14、竞赛期间(包括两批次之间的间隔时间),除大赛组委会成员、竞赛裁判组成员、赛场工作人员外,其余人员一律不得进入竞赛场地。
15、理论考试及实操考试均不允许提前交卷,且禁止在试卷或工件上做记号,违规者取消竞赛成绩。
九、成绩评定
1、参赛选手的成绩评定由竞赛组负责。
2、理论竞赛由竞赛组根据评分标准统一阅卷、评分与记分。
3、操作技能成绩,由现场操作规范和试件加工质量两部分组成。其中操作规范成绩根据现场实际操作,按照现场操作规范评分标准,依据现场裁判的赛场记录,由竞赛组集体评判成绩;试件质量依据评分标准,根据检测设备的实际检测结果,进行客观评判、计分。
4、参赛选手的最终名次依据两项成绩的累加成绩排定,当出现成绩相同时,使用国产软件或国产数控系统者,名次在前。若仍不能分出名次,又必须排出名次时,须计算小分。先比较操作技能成绩,以成绩高者名次在前;若还不能分出先后,再比较理论知识成绩,成绩高者名次在前;若仍不能分出先后,取相同名次。
十、申述与仲裁
1、参赛选手对有失公正的检测、评判、奖励,以及对工作人员的违规行为等,均可提出申诉;
2、选手申诉均须通过本代表队领队,及时用书面形式向仲裁委员会提出。仲裁委员会要认真负责地受理选手申诉,并将处理意见尽快通知领队;
3、仲裁委员会的裁决为最终裁决,参赛选手不得因申诉或对处理意见不服而停止竞赛,否则按弃权处理。
左键点击下载原文件:
 “第二届昆明市名匠杯”职业技能竞赛决赛技术文件(数控)
“第二届昆明市名匠杯”职业技能竞赛决赛技术文件(数控) 1.机车体(样题)
1.机车体(样题)